Wysokowydajne ściernice diamentowe oraz azotku boru (CBN)
Ściernica to narzędzie skrawające o niepoliczalnej liczbie krawędzi skrawających. Składa się ono z ziaren ściernych o odpowiedniej koncentracji i wielkości, nośnika materiału ściernego czyli spoiwa oraz korpusu, na którym całość jest stabilnie osadzona.
Najczęściej wykorzystywane ziarna we współczesnym szlifowaniu to:
- korund
- węglik krzemu
- azotek boru (CBN)
- diament
W przypadku nowoczesnych i wysokowydajnych technik wytwarzania prym wiodą dwa ostatnie ziarna, tzn. azotek boru (CBN) oraz diament, będące wg obecnej nomenklatury materiałami supertwardymi.
Ściernice diamentowe używane są branży narzędziowej do produkcji lub regeneracji narzędzi węglikowych, natomiast ściernice CBN wykorzystywane są głównie do produkcji i regeneracji narzędzi stalowych.
Ściernice diamentiowe i CBN mają najwyższą możliwą twardość, umożliwiają szlifowanie z wysokimi prędkościami skrawania, cechują się wydłużoną trwałością (w zależności od szlifowanego materiału w porównaniu z korundem nawet o kilkanaście razy) co umożliwia również rzadsze przezbrojenia i wymianę narzędzia.
Ze względu na wysoką prędkość skrawania podczas szlifowania osiągane są wysokie temperatury, które bez odpowiedniego chłodzenia mogą zbliżyć się do temperatury topnienia obrabianego materiału. Około 95% energii dostarczonej do strefy obróbki jest zamieniana w ciepło. Temperatura może być obniżona poprzez zastosowanie odpowiedniej cieczy chłodząco-smarującej, która potrafi nawet 3-4 krotnie zmniejszyć tarcie i wydzielane ciepło. Jednak ciecz to nie wszystko, duży wpływ na ilość wydzielanego ciepła mają tutaj również parametry ściernicy takie jak spoiwo czy materiał korpusu. W porównaniu do ściernic korundowych szlifowanie ściernicami z azotku boru (CBN) przy odpowiednio dobranym spoiwie i materiale korpusu pomimo wyższej prędkości skrawania generuje, ze względu na dużo wyższą przewodność cieplną, mniejszą temperaturę przy obróbce stali.
Podsumowując ściernice CBN i diamentowe umożliwiają wydajniejszą oraz ekonomiczniejszą produkcję. Dużo plusów ale czy nie ma ograniczeń? Są tak naprawdę dwa:
- Koszt zakupu ściernicy z materiałów supertwardych jest wyższy od zakupu tradycyjnych ściernic korundowych.
- Do pełnego wykorzystania ich potencjału wymagana jest maszyna umożliwiająca obróbkę z odpowiednio wysokimi prędkościami skrawania, wskazane jest zamocowanie ściernicy w osi z elektrowrzecionem.
Jeżeli mamy jednak zarówno odpowiednią maszynę jak i przynajmniej produkcję średnioseryjną to od razu zauważymy ogromny przeskok względem konwencjonalnych ściernic wykonanych z materiałów twardych.
Krótszy czas obróbki, rzadsze przezbrojenia i wymiana narzędzia oraz wyższa trwałość, te wszystkie elementy składowe sumują się w oszczędność czasu, pieniędzy i pozwalają na optymalizację produkcji. Sumaryczny, jednostkowy koszt na wyszlifowaną część jest sporo niższy niż przy użyciu konwencjonalnych ściernic korundowych.
To wszystko jest możliwe dzięki trzem odpowiednio dobranym w narzędziu budulcom:
- ziarnu (wielkości i koncentracji)
- spoiwie (typie)
- korpusie (użytym materiale lub materiałach)
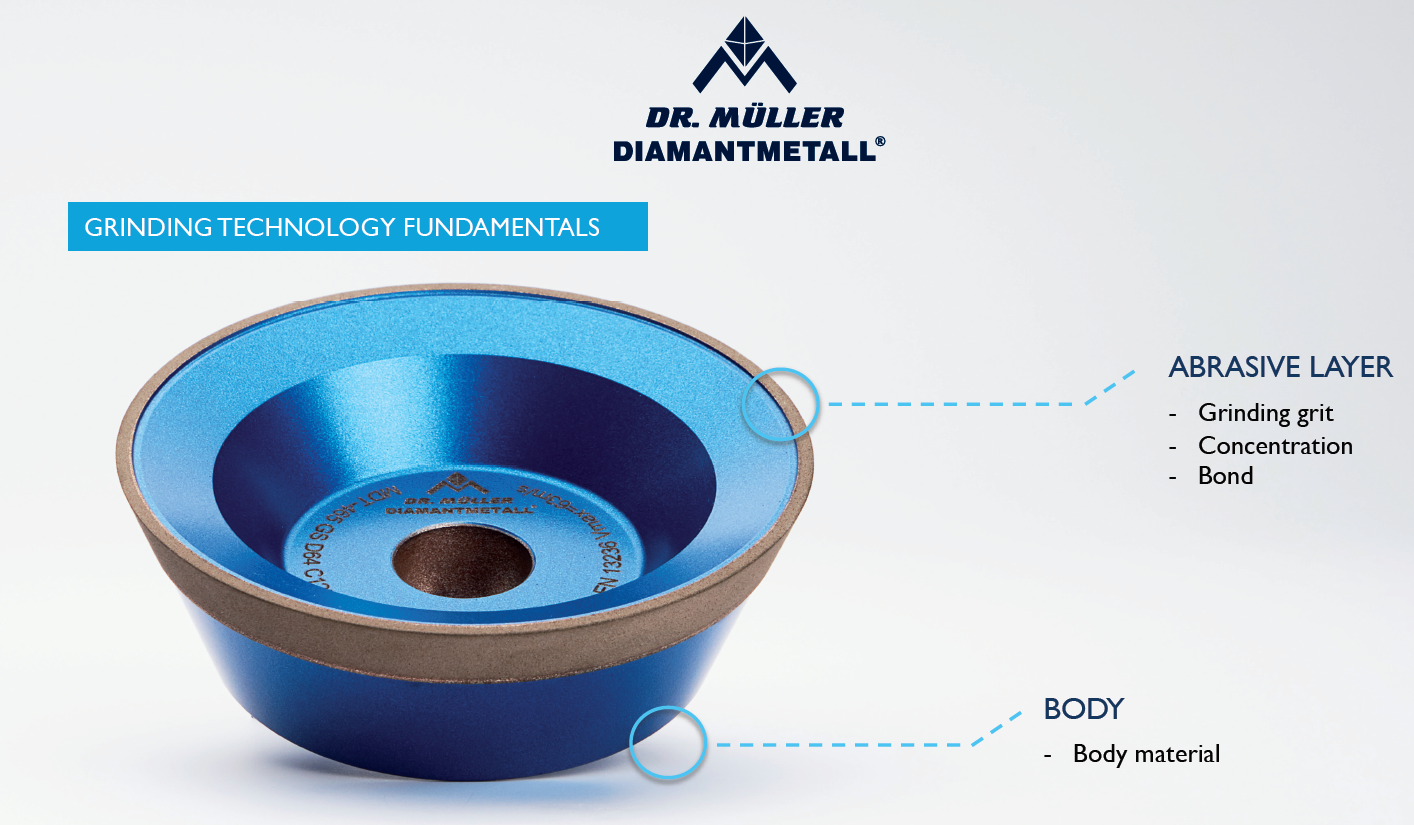
Składowe budowy ściernicy – ziarno (grinding grit), koncentracja (concentration), spoiwo (bond) oraz korpus (body)
Poniżej znajduje się przedstawienie porównania twardości ziarna konwencjonalnego korundu z ziarnem azotku boru oraz diamentu:
-korund – ok. 2000 kg/mm2 w skali Knoopa (materiał twardy)
-azotek boru CBN – 3500-4750 kg/mm2 w skali Knoopa (materiał supertwardy)
-diament – 7000 – 9500 kg/mm2 w skali Knoopa (materiał supertwardy)
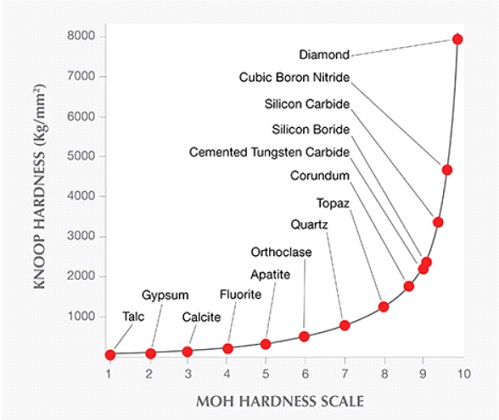
Twardość ściernych materiałów skrawających w skali Knoopa [kg/mm2]
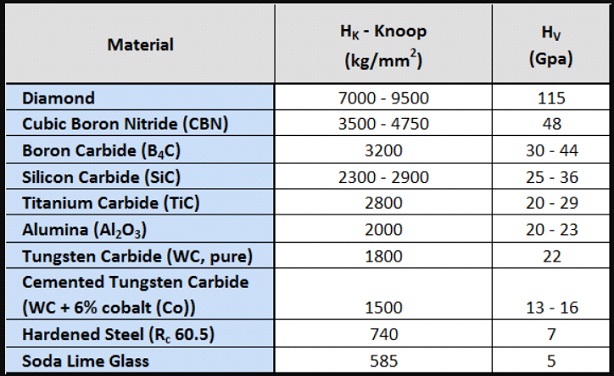
Zestawienie twardości ściernych materiałów skrawających w skali Knoopa [kg/mm2] oraz Vickersa [Gpa]
Ziarno oraz jego parametry to jednak nie wszystko w budowie ściernicy, ważnymi aspektami są również spoiwo oraz materiał korpusu.
Typ spoiwa to łączenie jakie trzyma poszczególne ziarna, musi być ono odpowiednio dostosowane do warunków w jakich będzie pracowała ściernica z uwzględnieniem prędkości pracy (występujących temperatur), materiału części, końcowej chropowatości i materiale ziarna.
Rodzaje spoiwa:
-MDX – spoiwo metalowe lub hybrydowe (z dodatkiem żywicy) – spoiwo twarde, wykorzystywane przy dużych naddatkach gdzie występuje wysoka energia skrawania (np. obróbka zgrubna z dużym dosuwem w jednym lub kilku przejściach)
-MDT – spoiwo żywiczne – spoiwo o uniwersalnej twardości, wykorzystywane głównie do obróbki wykańczającej
-MDR – spoiwo ceramiczne – spoiwo miękkie ale nadające się do szlifowania skomplikowanych kształtów, w przypadku utraty profilu spoiwo to pozwala na ekspresowe obciągnięcie ściernicy na maszynie, przywrócenie wymaganego profilu oraz kontunuowanie pracy
-MDS – spoiwo galwaniczne – dzisiaj w większości przypadków wyparte przez powyższe trzy
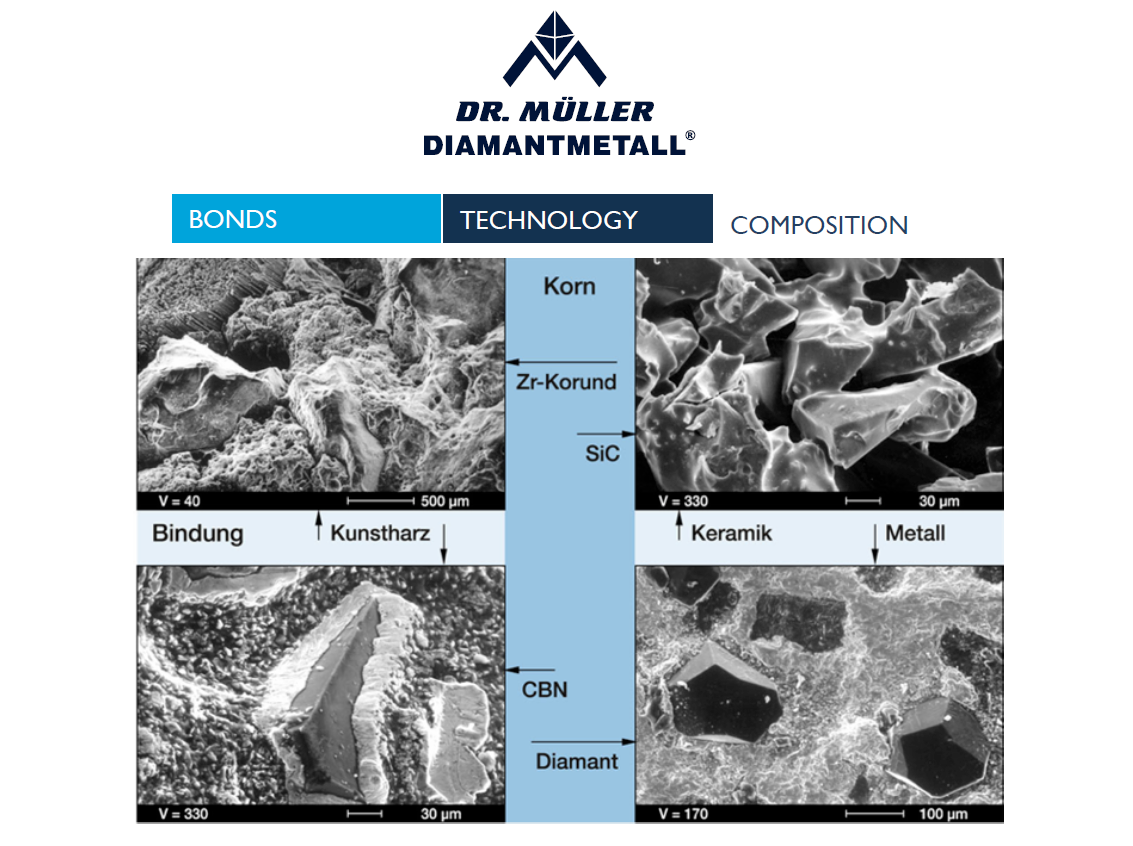
Obrazowe przedstawienie spoiw MDX (Metall), MDT (Kunstharz), MDR (Keramik) dla węglika krzemu (SiC), korundu (Zr-Korund), CBN oraz diamentu
Korpus natomiast jest dobierany na podstawie wytrzymałości mechanicznej, przewodnictwa cieplnego oraz zdolności do tłumienia drgań.
Rodzaje materiałów używanych na korpusy:
-stalowy – cechuje się bardzo dobrą wytrzymałością mechaniczną oraz przewodnictwem cieplnym ale słabym tłumieniem drgań
-aluminium – właściwości jak stal
-kompozyt (aluminium i syntetyk) – cechuje się dobrą wytrzymałością mechaniczną, satysfakcjonującym przewodnictwem cieplnym oraz umiarkowaną zdolnością do tłumienia drgań
-kompozyt (grafit i syntetyk) – cechuje się satysfakcjonującą wytrzymałością mechaniczną, satysfakcjonującą przewodnością cieplną oraz dobrym tłumieniem drgań
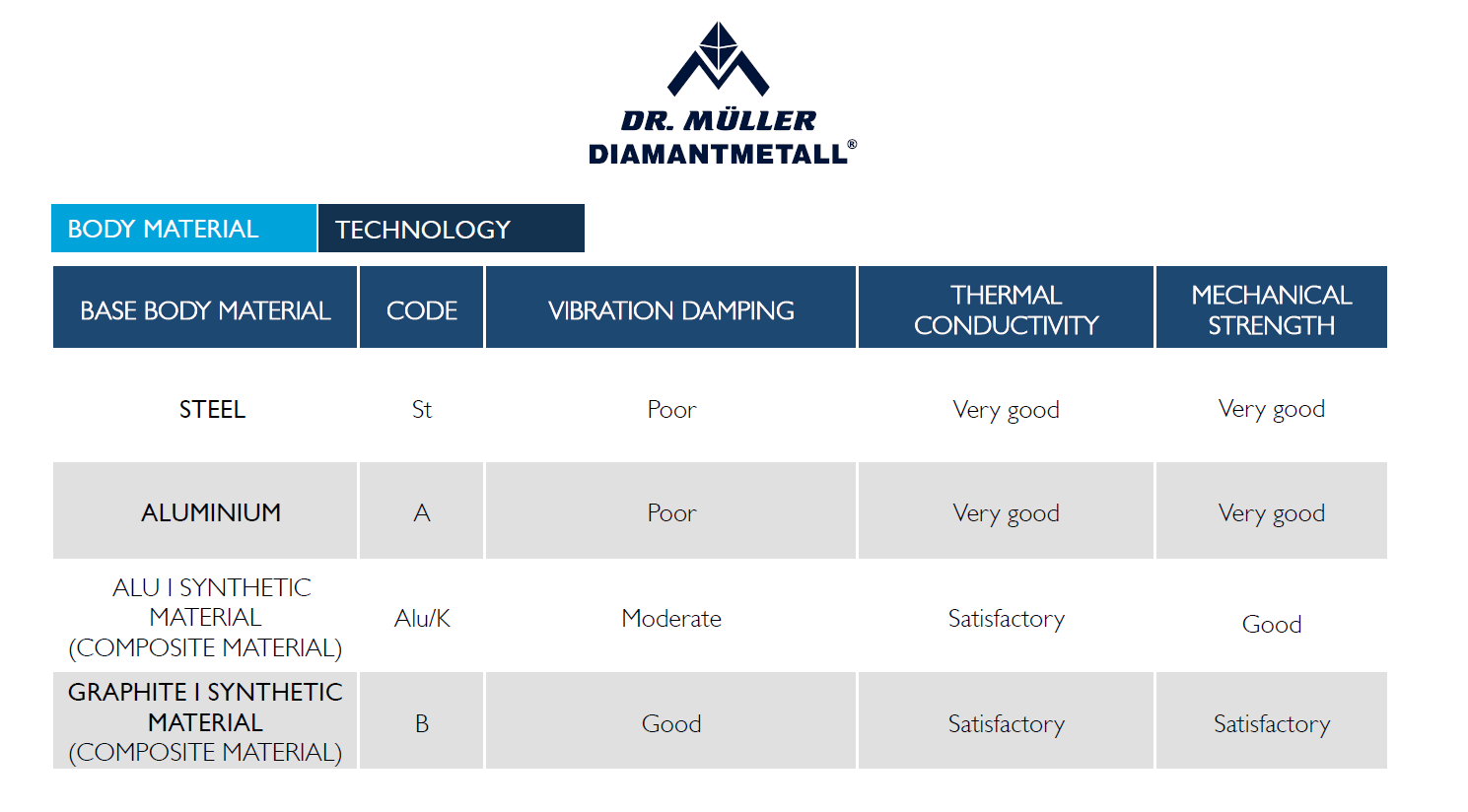
Porównanie właściwości różnych materiałów użytych na korpusy ściernic
Firma Dr. Müller Diamantmetall AG jest jednym z wiodących na świecie producentem wysokojakościowych ściernic diamentowych i CBN i wraz z przedstawicielstwem, firmą Isotek może Państwu pomóc w doborze odpowiedniego rozwiązania technicznego.