Dogładzanie oscylacyjne
Dogładzanie oscylacyjne (superfinish) jest jednym z typów obróbki ściernej, który umożliwiająca uzyskanie gładkiej powierzchni (do Ra = 0,01 μm) z użyciem narzędzi ściernych (pilniki, taśmy, osełki, itp.). Usuwamy materiał na poziomie tylko chropowatości powierzchni, bez zmiany kształtu i wymiaru części, który nadaliśmy jej w poprzedniej operacji, najczęściej operacji szlifowania.
Dogładzanie stosujemy dla powierzchni cylindrycznych walcowych, zewnętrznych i wewnętrznych jak również powierzchni płaskich oraz profilowych (w wykorzystaniem sterowania CNC, robota, itp.) Części obrabiane mogą być wykonane ze stali hartowanej i niehartowanej, żeliwa, metali nieżelaznych. Proces charakteryzuje się następującymi cechami:
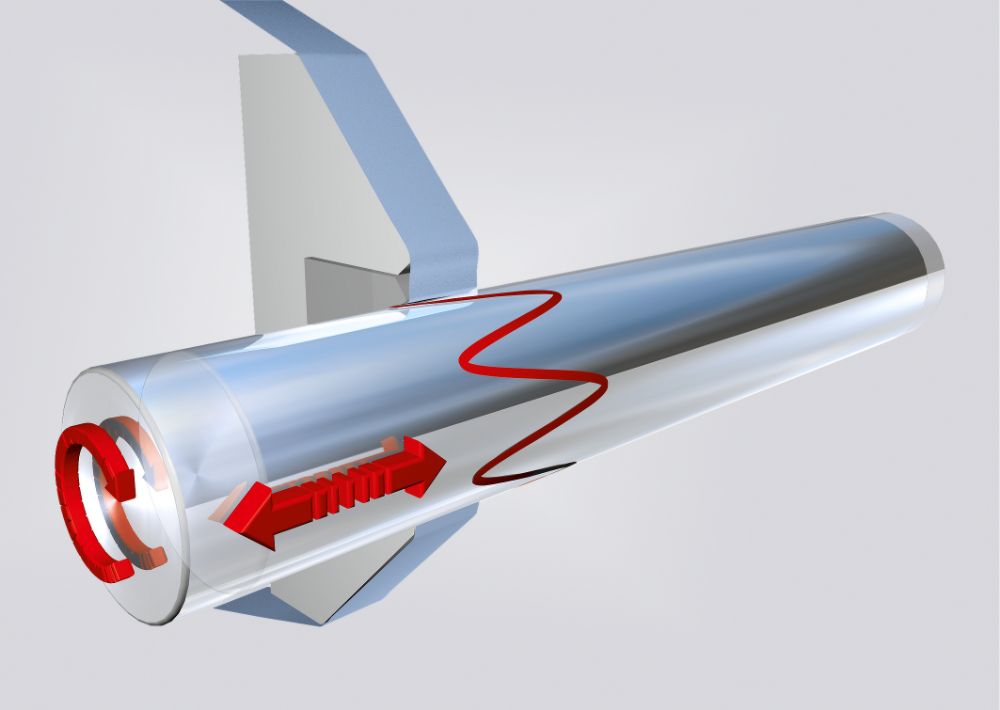
– Ruch oscylacyjny jest wykonywany przez narzędzie w kierunku równoległym do osi obrotu części obrabianej – zdjęcie poniżej
– naciski narzędzi ściernych są niewielkie i zwykle nie przekraczają 30 N na 1 cm2, a zakończenie procesu jest związane ze wzrostem wielkości powierzchni nośnej (dogładzonej), co zmniejsza nacisk
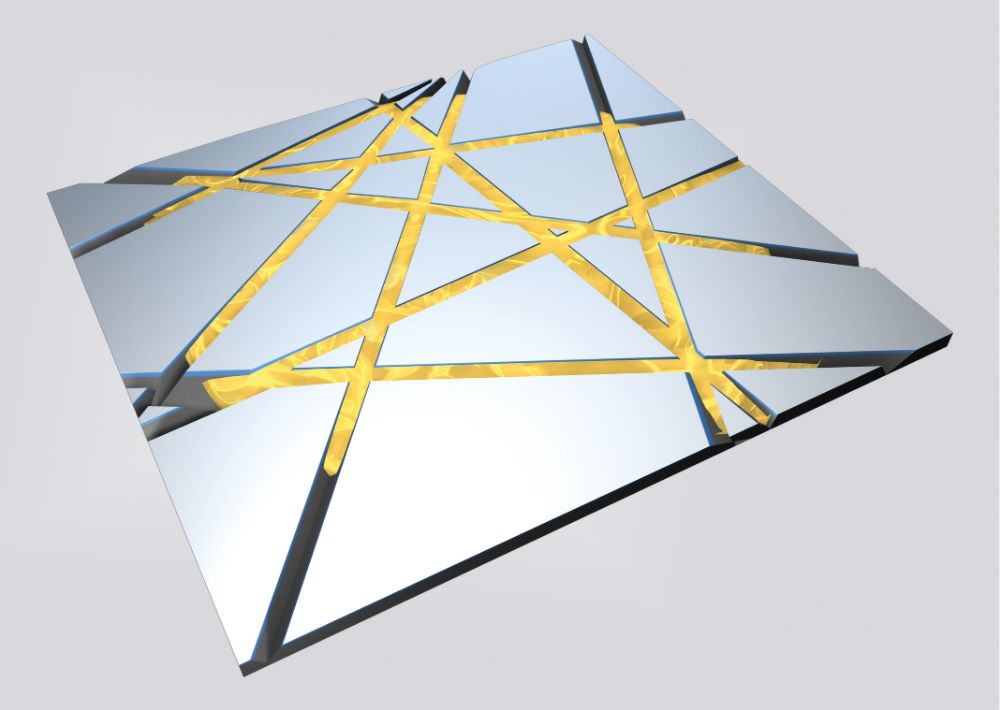
– profil powierzchni obrobionej w obróbce dogładzania (superfinish) składa się z odcinków linii prostej, oddzielonych wgłębieniami, w których gromadzą się cząsteczki materiału smarnego, dla polepszenia warunków smarowania powierzchni
– Prędkości skrawania są niewielkie, co razem z niedużymi naciskami narzędzi nie powoduje wzrostu temperatury w warstwie wierzchniej części przedmiotu dogładzanego. W tej sytuacji płyn użyty podczas obróbki służy do smarowania powierzchni i usuwania z niej drobin materiału
– krótki czas obróbki, w zależności od wymagań i procesu
Warunki doboru narzędzi w procesie dogładzania / superfinish i warunki pracy:
– wpływ własności i wymiarów narzędzia
– wpływ prędkości obwodowej części
– własności i wymiary narzędzi ściernych
– prędkość obwodowa części
– częstotliwość ruchu oscylacyjnego
– nacisk jednostkowy narzędzia
– skład płynu chłodzącego
– stan powierzchni przed obróbką
Dogładzanie jest realizowane za pomocą narzędzi jakich jak taśmy czy osełki z materiałów jak np.: węglik krzemu, korund, karborund, borazon (CBN) lub diament.
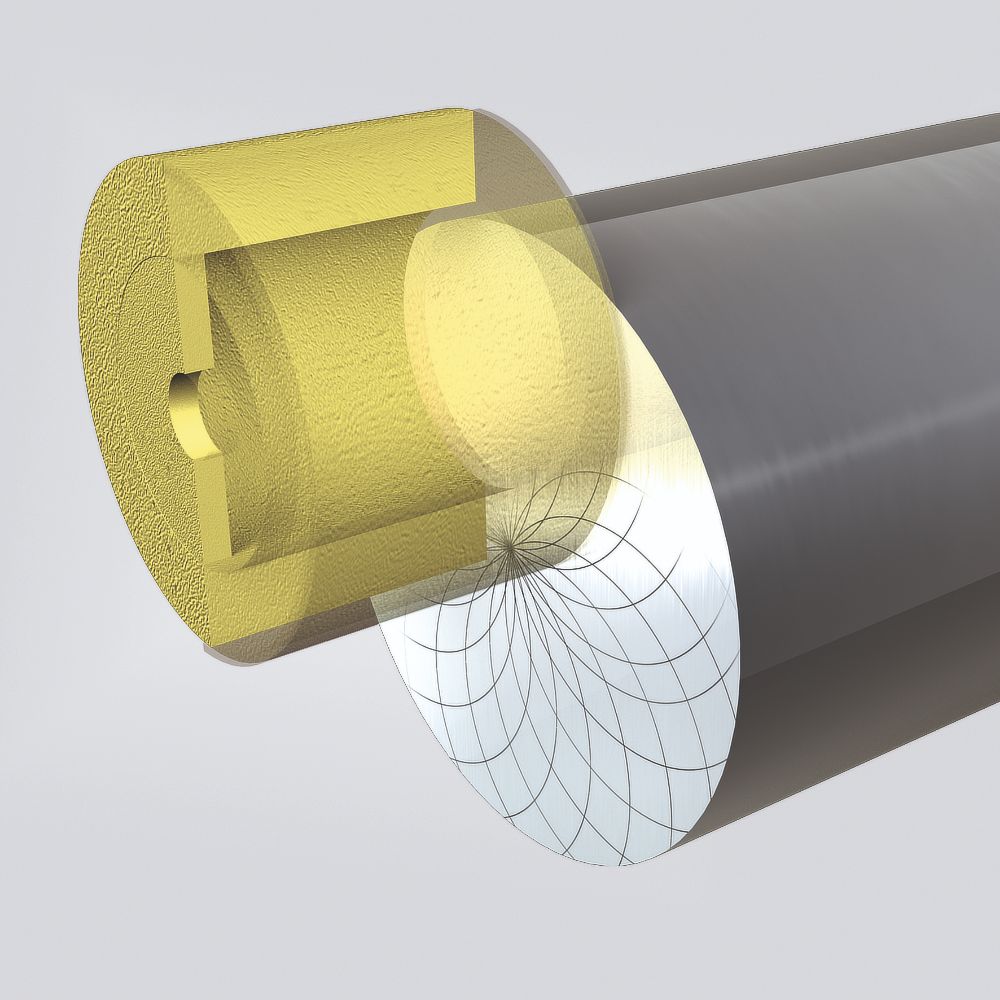
Skojarzenie ruchu obrotowego przedmiotu dogładzanego z ruchem oscylacyjnym osełki daje w rezultacie sinusoidalny ślad obróbki na powierzchni obrabianej
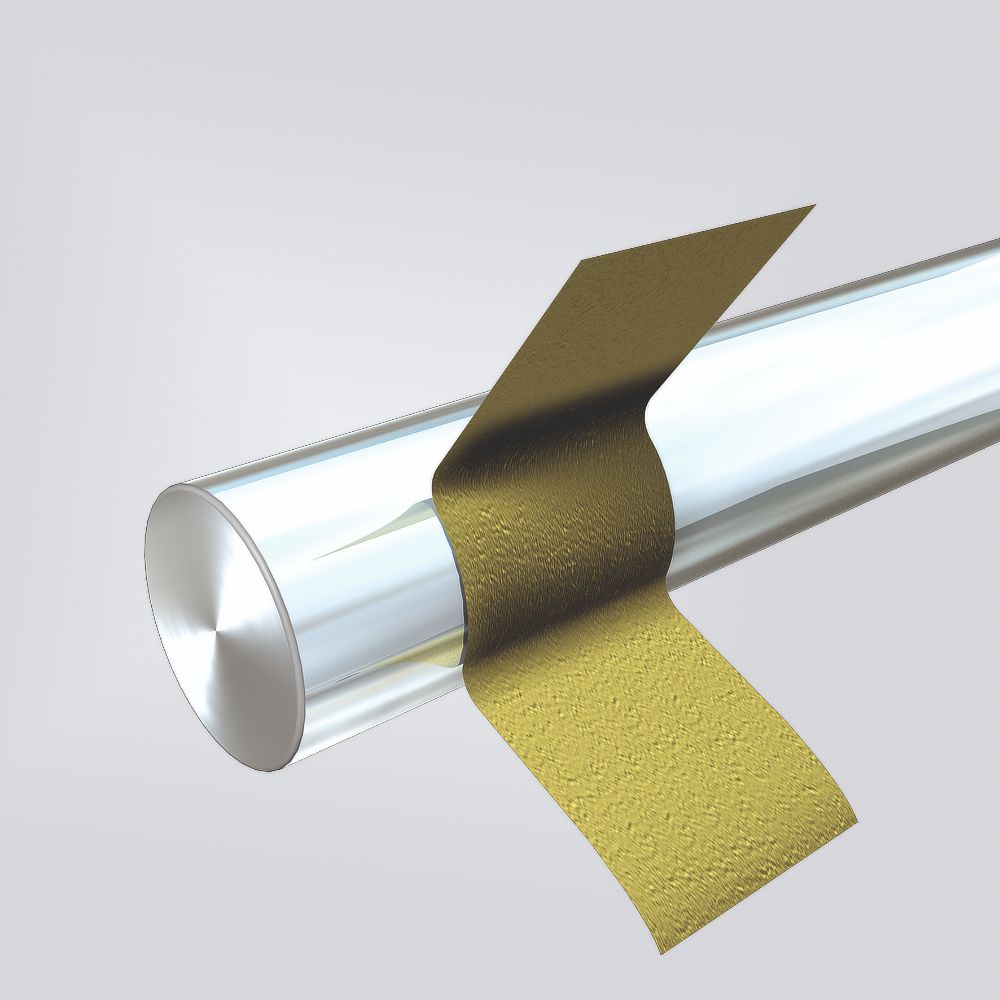
Supfina realizuje proces dogładzania z wykorzystaniem następujących narzędzi (wg poniższych schematów):
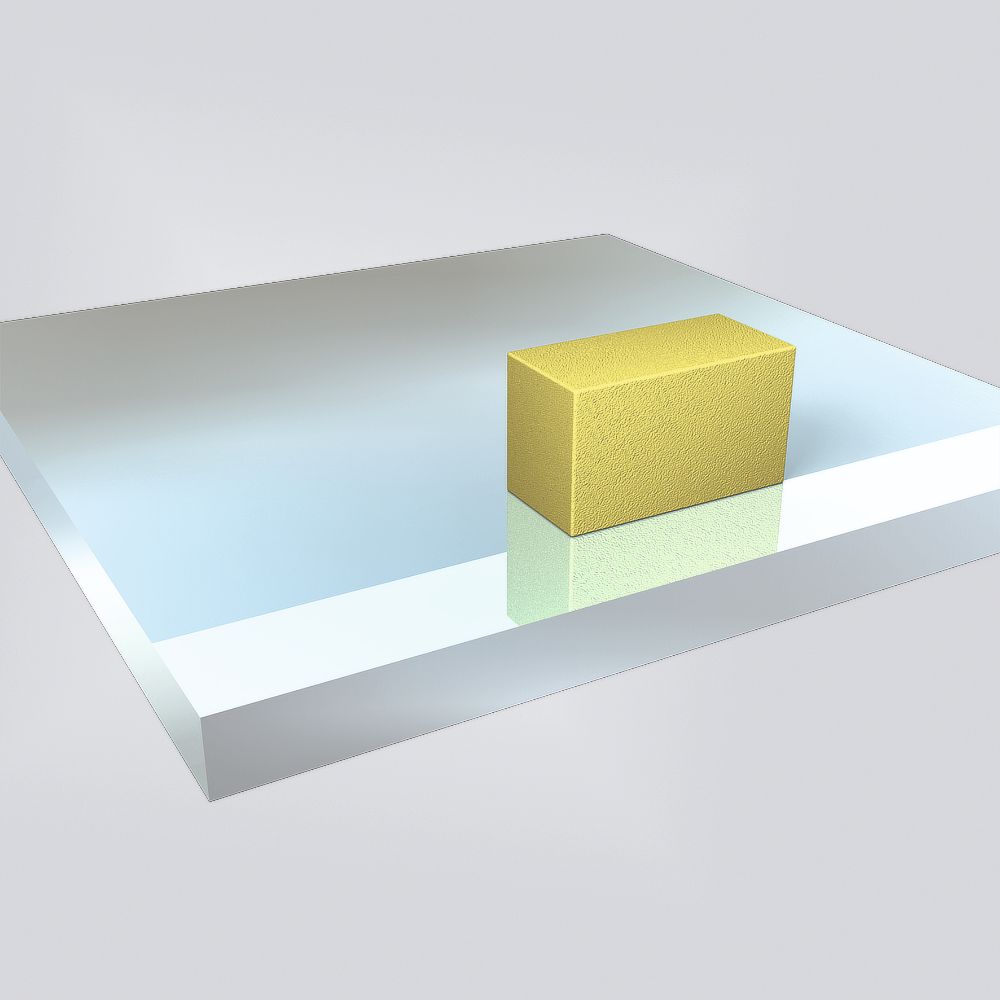
Taśmy:
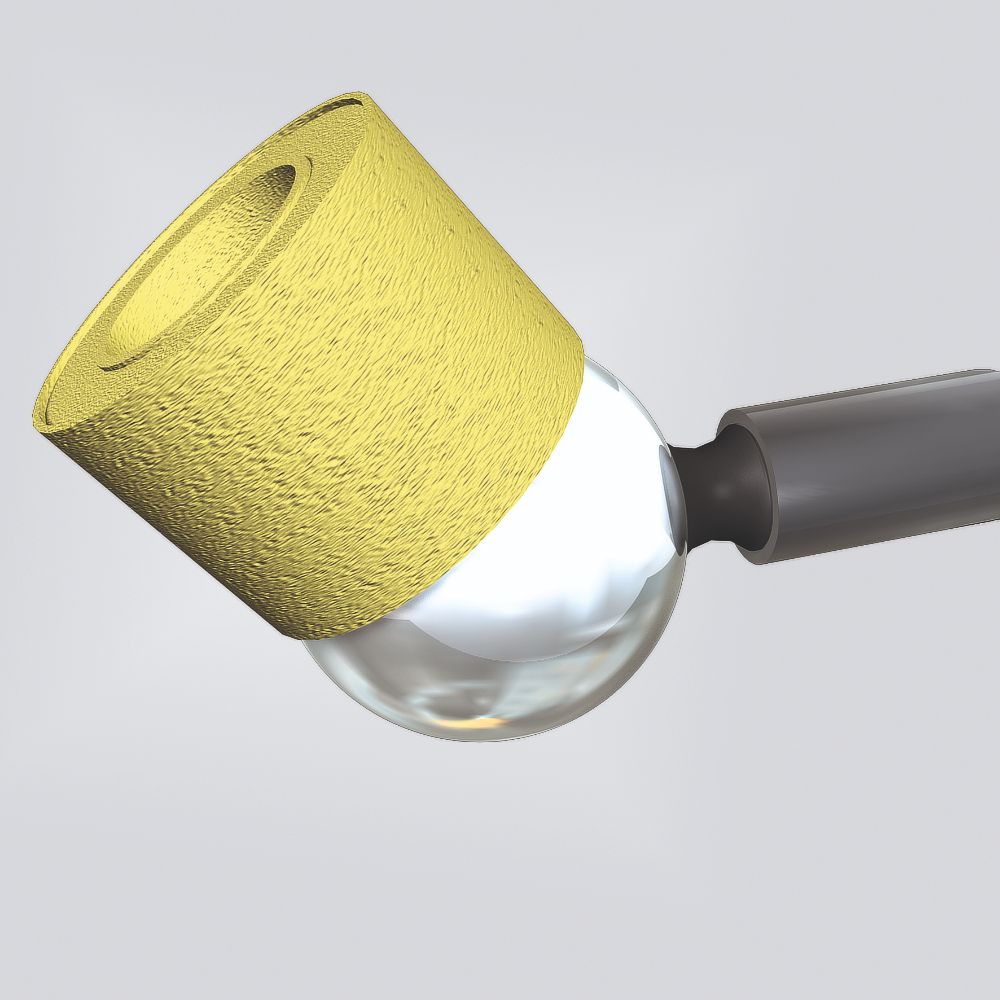
Osełki:
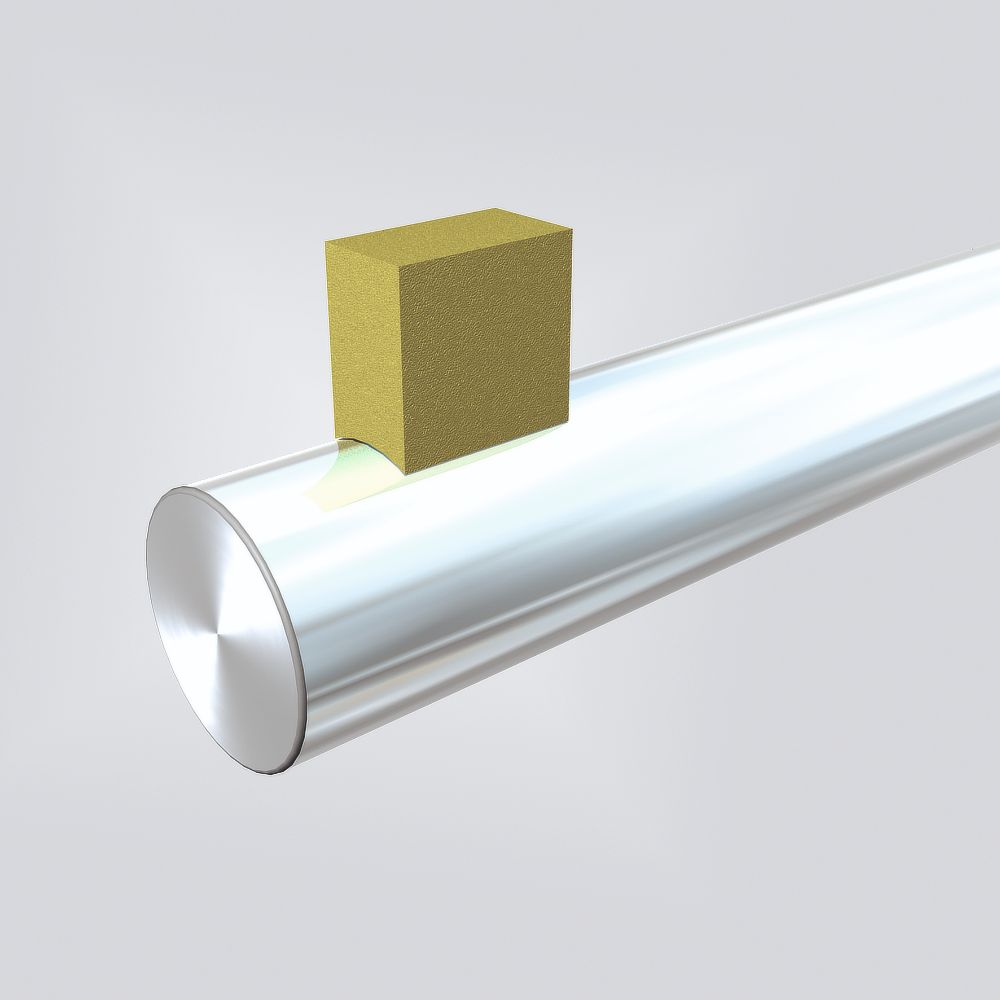
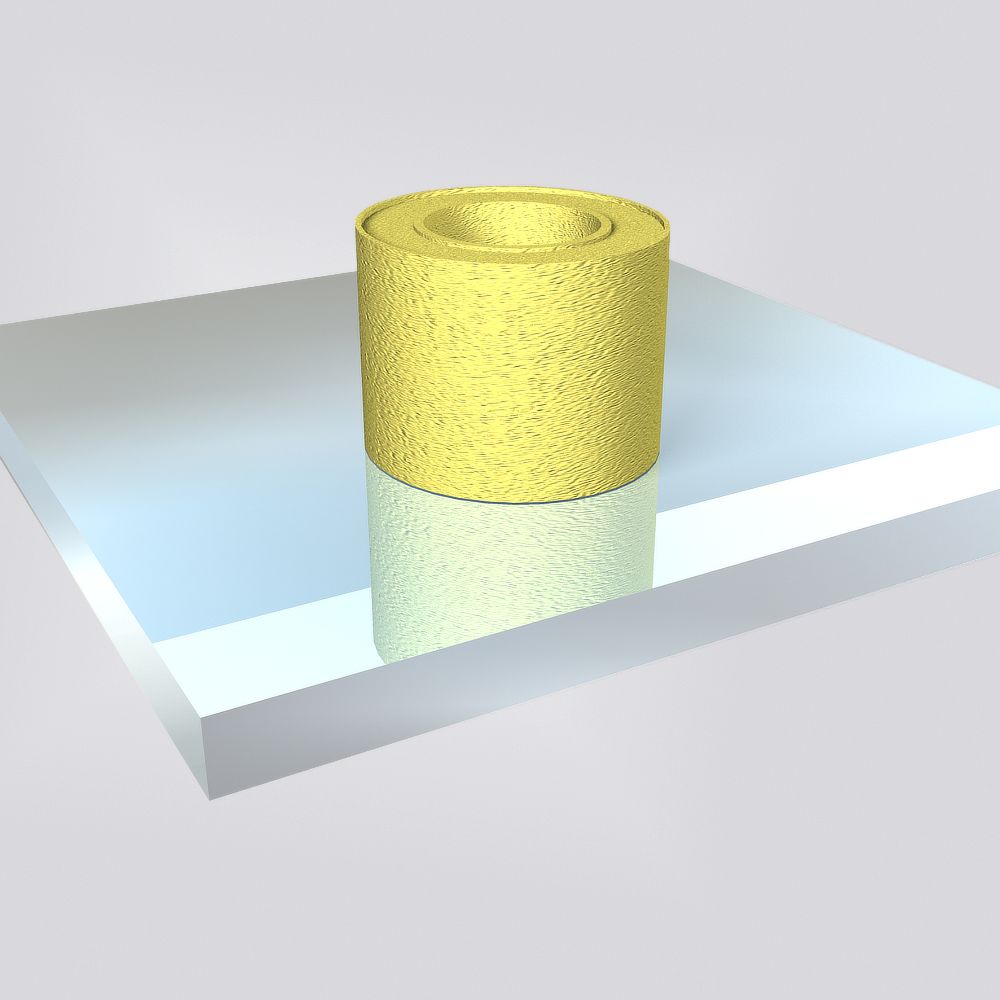
Obracającej się osełki w kształcie pierścienia:
W celu rozszerzenia zagadnienia polecamy:
Tadeusz MIKOŁAJCZYK* „Sposoby intensyfikacji dogładzania oscylacyjnego” – http://inzynieria-aparatura-chemiczna.pl/pdf/2014/2014-2/InzApChem_2014_2_093-095.pdf
*Zakład Inżynierii Produkcji, Wydział Inżynierii Mechanicznej, Uniwersytet Technologiczno-Przyrodniczy, Bydgoszcz